联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
锻造阀门的特点和注意事项
锻件的阀门特点
与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。铸件的力学性能低于同材质的锻件力学性能。此外,锻造加工能保证金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证零件具有良好的力学性能与长的使用寿命采用精密模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。铸件过程建造了精致的颗粒结构,并改进了金属的物理属性。在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经落砂、清理和后处理等,所得到的具有一定形状,尺寸和性能的物件。
锻造阀门过程注意事项
(1)锻造加工过程包括:将材料切割成所需尺寸、加热、锻造、热处理、清理和检验。在小型人工锻造中,所有这些操作都由数名锻工上手和下手在狭小场所内进行。他们都暴露于相同的有害环境和职业性危害中;在大型锻造车间,危害随工作岗位的不同而各异。工作条件尽管工作条件因锻造形式不同而各异,但具有某些共同特点:中等强度的体力劳动,干热的小气候环境,产生噪声和振动,空气受烟雾污染。
(2)工人们同时暴露于高温空气和热辐射下,导致热量在体内积累,热量加上代谢的热量,会造成散热失调和病理变化。8小时劳动的排汗量将随小气体环境、体力消耗以及热适应性程度的不同而异一般在1.5~5升之间,或甚至更高。在较小锻造车间或离热源较远处,贝哈二氏热应激指数通常为55~95;但在大型锻造车间,靠近加热炉或落锤机的工作点可能高达150~190。易引起缺盐和热痉挛。在寒冷季节,暴露于小气候环境的变化中可能在一定程度上促进其适应性,但迅速而过于频繁的变化,可能构成对健康的危害。大气污染:作场所的空气中可能含有烟尘、一氧化碳、二氧化碳、二氧化硫,或者还含有丙烯醛,其浓度取决于加热炉燃料的种类和所含杂质,以及燃烧效率、气流和通风状况。噪声和振动:型锻锤必然会产生低频率噪声和振动,但也可能有一定的高频成分,其声压级在95~115分贝之间。工作人员暴露于锻造振动中,可能造成气质性和功能性失调,会降低工作能力和影响安全。
锻造阀门生产危险因素及主要原因
在锻造生产中,易发生的外伤事故,按其原因可分为三种:机械伤——工具或工件直接造成的刮伤、碰伤;烫伤;电触伤。
从安全技术劳动保护的角度来看,锻造车间的特点是:
(1)锻造生产是在金属灼热的状态下进行的(如低碳钢锻造温度范围在1250~750℃之间),由于有大量的手工劳动,稍不小心就可能发生灼伤。
(2)锻造车间里的加热炉和灼热的钢锭、毛坯及锻件不断地发散出大量的辐射热(锻件在锻压终了时,仍然具有相当高的温度),工人经常受到热辐射的侵害。
(3)锻造车间的加热炉在燃烧过程中产生的烟尘排入车间的空气中,不但影响卫生,还降低了车间内的能见度(对于燃烧固体燃料的加热炉,情况就更为严重),因而也可能会引起工伤事故。
(4)锻造生产所使用的设备如空气锤、蒸汽锤、摩擦压力机等,工作时发出的都是冲击力。设备在承受这种冲击载荷时,本身容易突然损坏(如锻锤活塞杆的突然折断),而造成严重的伤害事故。
(5)压力机(如水压机、曲柄热模锻压力机、平锻机、精压机)剪床等,在工作时,冲击性虽然较小,但设备的突然损坏等情况也时有发生,操作者往往猝不及防,也有可能导致工伤事故。
(6)锻造设备在工作中的作用力是很大的,如曲柄压力机、拉伸锻压机和水压机这类锻压设备,它们的工作条件虽较平稳,但其工作部件所发生的力量却是很大的,如我国已制造和使用了12000t的锻造水压机。就是常见的100~150t的压力机,所发出的力量已是够大的了。如果模子安装或操作时稍有不正确,大部分的作用力就不是作用在工件上,而是作用在模子、工具或设备本身的部件上了。这样,某种安装调整上的错误或工具操作的不当,就可能引起机件的损坏以及其他严重的设备或人身事故。
(7)锻工的工具和辅助工具,特别是手锻和自由锻的工具、夹钳等名目繁多,这些工具都是一起放在工作地点的。在工作中,工具的更换非常频繁,存放往往又是杂乱的,这就必然增加对这些工具检查的困难,当锻造中需用某一工具而时常又不能迅速找到时,有时会“凑合”使用类似的工具,为此往往会造成工伤事故。
(8)由于锻造车间设备在运行中发生的噪声和震动,使工作地点嘈杂不堪入耳,影响人的听觉和神经系统,分散了注意力,因而增加了发生事故的可能性。
锻造阀门车间工伤事故的原因分析
(1)需要防护的地区、设备缺乏防护装置和安全装置;
(2)设备上的防护装置不完善,或未使用;
(3)生产设备本身有缺陷或毛病;
(4)设备或工具损坏及工作条件不适当;
(5)锻模和铁砧有毛病;
(6)工作场地组织和管理上的混乱;
(7)工艺操作方法及修理的辅助工作做得不适当;
(8)个人防护用具如防护眼镜有毛病,工作服和工作鞋不符合工作条件;
(9)几个人共同进行一项作业时,互相配合不协调;
(10)缺乏技术教育和安全知识,以致采用了不正确的步骤和方法。
锻造阀门行业发展状况分析
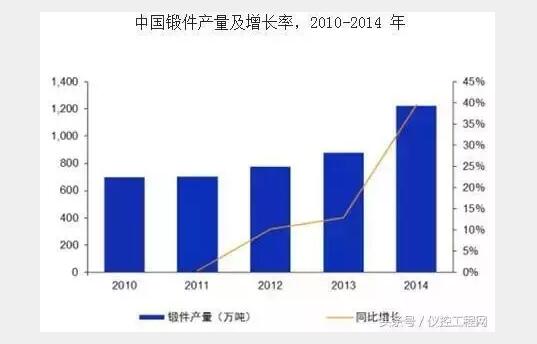
现代锻造业在欧美等发达国家已有上百年的历史,先进的锻造工艺和锻造技术一直由德国、美国、日本和俄罗斯等国垄断。我国锻造业起步较发达国家晚,许多关键自由锻件产品大多依赖进口,但随着经济发展水平的提高,与国外交流机会的增多,我国锻造技术和工艺水平进步很快,很多产品已实现国产化,部分产品已出口国外,并且能与发达国家的同类产品相竞争。随着经济的发展和装备制造业的进步,我国锻件制造业迎来了快速发展的新时期。2010-2013 年我国锻件产量从 2010 年的 705.21 万吨增长至 2013 年的 881.57万吨,年均复合增长率达 7.72%,呈稳定增长。2014 年我国锻件产量增至 1,230.66万吨,增速较快。截至 2015 年 10 月,我国锻件产量累计值为 1,011.20 万吨。中国锻造行业是在引进、消化、吸收国外技术的基础上发展起来的,经过多年的技术发展与改造,行业中领先企业的技术水平,包括工艺设计、锻造技术、热处理技术、机加工技术、产品检测等方面均有了较大提高。
锻制法兰行业发展概况
法兰(Flange)又叫法兰盘或突缘,主要应用于管状部件的连接。法兰在机械零部件应用中非常普遍,广泛应用于石化管道,金属压力容器,建筑物的上、下水管道,市政供水管道,船舶,电力等行业。
根据所使用的原材料不同,法兰又可以划分为碳钢法兰、不锈钢法兰和合金钢法兰;根据制造工艺的不同,法兰又可以划分为锻制法兰和铸造法兰。锻制法兰主要是通过自由锻或模锻工艺加工生产;铸造法兰是通过浇铸工艺制造法兰。
目前,我国锻制法兰行业在装备水平、锻造技术和加工工艺上均取得了长足进步,产品的质量和性能已有大幅提升。由于人力成本较低,使得我国生产的锻制法兰在国际上具有较强的竞争优势,近年来出口数量达到了较高水平。德国、日本等工业发达国家由于人力成本较高,其国内法兰生产厂家已经很少,所需法兰产品主要从中国、印度、巴西等发展中国家进口。
工艺设计:先进厂家普遍采用了热加工计算机模拟技术、计算机辅助工艺设计以及虚技术,提高了工艺设计水平和产品制造能力。引入并应用DATAFOR、GEMARC/AUTOFORGE、DEFORM、LARSTRAN/SHAPE和THERMOCAL等模拟程序,实现计算机设计和热加工的过程控制。
锻造技术:40MN及以上的水压机多数配备了100-400t.m主锻造操作机和20-40t.m的辅助操作机,相当数量的操作机采用计算机控制,实现了锻件锻造过程的综合控制,使锻造精度可控制在±3mm,锻件的在线测量采用激光尺寸测量装置。
热处理技术:重点在于提高产品质量、提高热处理效率以及节约能源、保护环境等。如采用计算机控制加热炉和热处理炉的加热过程,控制烧嘴实现自动调节燃烧、调节炉温、自动点火及加热参数管理;余热利用、热处理炉配备再生燃烧室等;采用具有低污染能力和能够有效控制冷却的聚合物淬火油槽,各种水性淬火介质逐渐取代传统的淬火油等。
机加工技术:行业内数控机床的比例逐步提高,部分行业内企业设有加工中心,根据不同类型的产品配备了专有的加工机械,如五坐标加工中心、叶片加工机、轧辊磨、轧辊车床等。
质量保障措施:国内部分企业已配备最新的检测仪表和测试技术,采用计算机控制数据处理的现代自动化超声波探伤检测系统,采用各种专用的自动超声波探伤系统,完成各种质量体系的认证等。高速重载齿轮锻件产品的关键生产技术不断被攻克,并在此基础上实现了产业化生产。在引进国外先进生产技术和关键设备的基础上,中国已能自己设计和制造高速重载齿轮锻件的生产装备,这些装备已接近国际先进水平,技术和装备水平的提升有力的促进了国内锻造行业的发展。
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
