联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
通过定位器诊断提高阀门效率
工业设备的任务是降低成本和增加生产。为了实现这一目标,他们在任何地方寻求工厂效率,同时越来越多地面临经验丰富的员工队伍的减少,这种情况迫使他们依靠他们的供应商来实现他们的目标。在这种情况下,用户是选择提供价值的设备和供应商成为一个途径。这些用户很快意识到实现他们的目标不仅仅是降低成本,而是关于最大限度地提高运营效率。
当今公司可以从阀门和执行器中获得价值的方法之一是从定位者寻求良好的诊断能力。历史上,阀门诊断作为服务通过供应商提供,使用专门的工具和设备来精确地评估阀性能。此服务可能需要几天甚至更多的星期才能执行,因为阀门数据必须进行解释和处理。然而,随着数字
气动阀门
阀定位器的引入,用户现在能够自己监测阀性能并通过通信协议或报警器中继设备的当前状态。
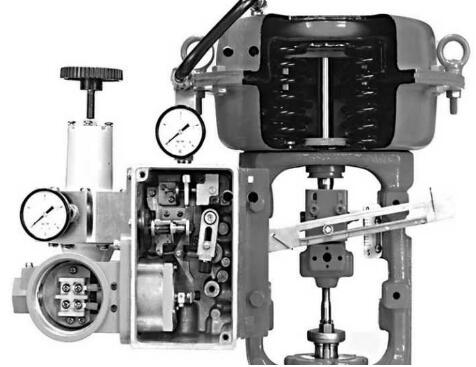
阀门定位器结构图
阀门诊断提高工厂效率和工艺的两个关键方法是通过阀门性能测试和部分行程测试。
为了提高阀效率以及整个过程操作,关键阀定位器诊断特征是“看到阀”以监测其随时间的性能的能力。通常,这被称为阀门性能测试。该测试提供了基线视图或阀的性能的读取。然后用户可以在一段时间内(例如,在一周,一个月或一年的过程中)将基线与其他基线读数进行比较。以下数据点是评估的一些关键因素:滞后,非线性和非重复性。也有价值的是最大测量误差和不准确性。
滞后:为了确定阀门滞后,阀门连续三次提供一个特定的输入信号。阀门定位器将每次监视阀门位置的差异。该测试示出了在这三个测试周期的过程中上行程和下行程之间的差异。
非线性:线性度是阀门相对于提供的输入信号测量的直线距离的测量值。从使用上行程和下行程误差的总平均值绘制的曲线测量非线性。非线性是平均曲线和所选直线之间的最大正或负偏差。这与死区和滞后无关。
不可重复性:重复性是阀门在多个测试中获得相同结果的能力的测量。不可重复性将测量接收相同输入信号时阀门(输出)位置的差异。该测试连续进行,因此测量落在相同的操作条件下,并且这些条件从相同的方向接近。结果通常以理想输出范围的百分比表示,不包括滞后。
最大测量误差:该测量相当简单:阀门性能测试运行时,记录不同输入的平均上行和下行百分比列表。为了确定测试期间的最大测量误差,诊断选择最大的正值或负值。
不准确性:通过从任何测量值中选择最大正偏差和负偏差,并以理想输出范围的百分比报告,确定不准确度。换句话说,偏差是与用于在任何测试周期上增加和减少输入的理想值不同的任何测量值
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
