联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
阀门质量问题的预防措施
前文我已经阀门介绍了在使用过程中常见的阀门质量问题,因为阀门的质量安全在实际生产中的非常重要,特别是用在易燃易爆工况的重要设备上的阀门,质量好坏直接关系到使用厂家的生存,而有的制造厂家在质量与产量发生矛盾时,所以,有必要了解常见阀门问题的处理措施.
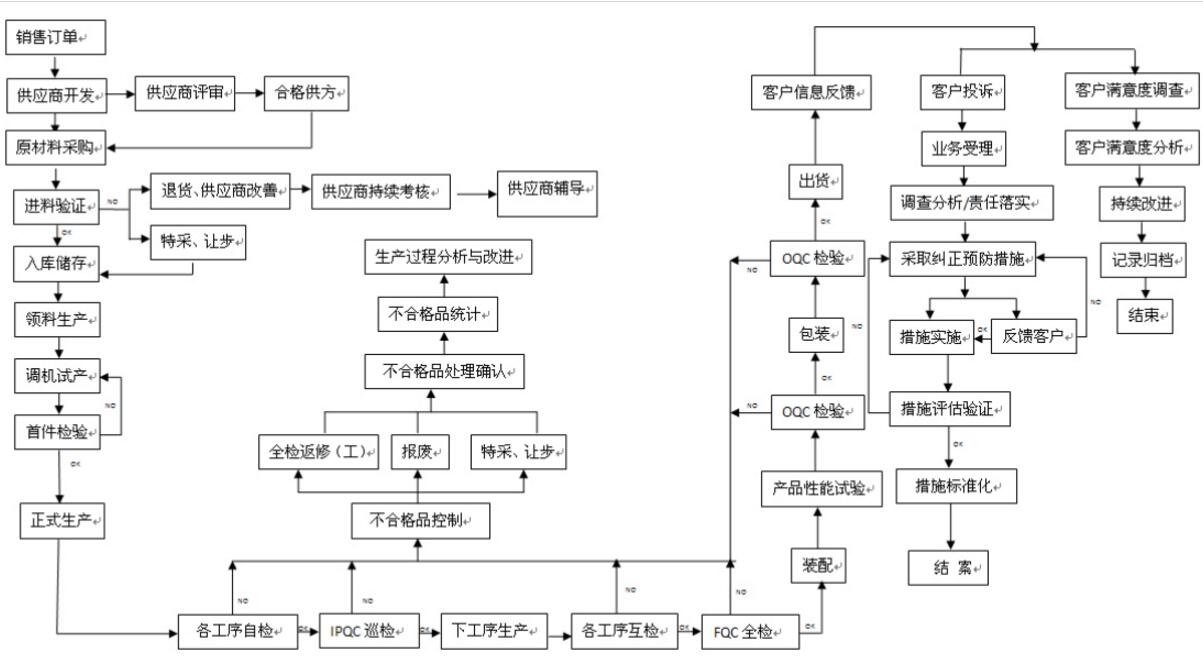
阀门质量控制流程图
整体试验是阀门出厂前最后一次质量检验,也是阀门晟佳的综合性能试验。原一机部标准和新的国家标准都规定了阀门密封试验。可是从解体的一些阀门中,难以找出这些阀门曾经作过密封试验的证明,说明了阀门出厂前未作密封试验。据笔者所知,有的阀门厂只作过壳体试验和启闭件密封副着色检查,他们认为整体试验是多余的,即使作密封试验也是走过场。有一台
闸阀
解体后着色检查,闸板与阀座密合很好,当按原样组装作密封试验时,发现阀杆操作费力,介质泄漏。后又解体几经检查发现阀杆、闸板、导轨三者接触处相互偏扭,导致闸板密封不正常。从而可以看出阀门整体试验的重要性和必要性。
一部分厂家执行自检、互检、专检三检制度不够严格,致使一些有严重缺陷的阀门通过检查部门。有力的措施应是具体的,人与人、工序与工序之间要认真把关。出现缺陷过检后,不仅要扣产生缺陷的工序的个人分,也应扣检查工序和检查人员的分。专业检查人员应排除干扰,按时按量按技术条件检验。三检应有记录,作为计奖依据。为了分清个人、工序、车间的责任,每道工序的半成品和成品应有明显标志。笔者认为,为了跟踪出厂阀门质量,最好在阀门上面打上总装的试压人的钢印代号或记载出厂铭牌上的编号。以便发现问题后追查责任,以利阀门质量的提高。
车工“车上出产品,车下出废品”砸坏的,或者运输过程中“抬起是正品,落下成次品”造成的,特别是阀盖静密封凸面上伤痕累累,多次损伤,令人惋惜。几乎所有规程的标准对密封面划痕、沟槽、凹坑作了规定,上述现象是不能容忍的。阀门静密封面遭严重损坏的现象应引起生产厂家领导的高度重视 结台环境整治,文明生产,企业管理,采取有力措施,保护好静密封面。阀体和阀盖搬运时轻拿轻放,较重的阀体、阀盖应使用起重设备,堆放应平稳,捧列要整齐,避免密封面与硬物碰撞。
在阀门的验收中发现,要建立完整工艺审核和工艺的严谨性,有的厂家任意修改产品图纸和工艺规程,特别是一些小塑阀门厂家,任意修改产品图纸和工艺规程产生严重的后果。同一批同一规格型号的阀门不一样,阀门标志混乱,引起使用上的混乱,易发生事故。产品图纸和工艺规程的修改应经过有关部门批准并办理修改通知单,重大的修改应需厂总工程师同意,与新的国标相抵触的修改意见生产厂家无权批准。
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
