联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
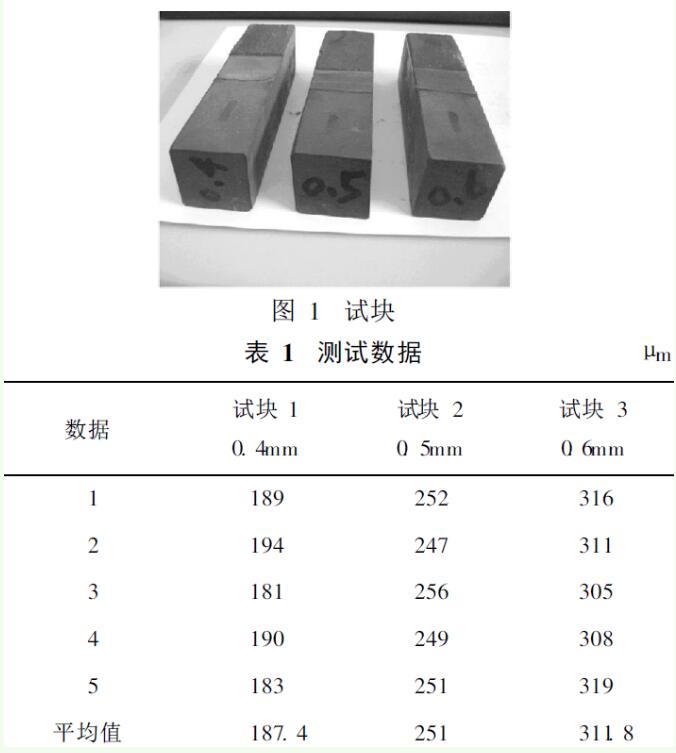
硬密封球阀内件涂层厚度的检测方法
为了保证阀体有防腐蚀性,降低阀门成本,就会在铁基材料表面喷焊层, 但由于没有直接用于铁基材料上喷焊喷涂层厚度检测的仪器, 长期使用厚度差测量法。即喷焊前先用内卡尺测量阀体的阀座处直径数据, 喷焊完成后在同一点再测一个数据, 不锈钢喷焊层的厚度。这种测量方法需在检测处打上记号并做好记录, 保证前后测量是在同一处, 操作起来非常繁琐。此方法对已经完成喷焊的产品不能进行检测, 也无法检测喷焊层厚度是否均匀。
用于严苛环境的硬密封球阀,通常要在球体和阀座上喷涂特殊的耐磨耐腐蚀材料,为了解决在铁基材料上喷焊层的厚度检测问题, 通过试验, 确定了一种先进的、可靠的及高效的磁性法检测方法。
磁性法是一种测量磁性金属基体上的非磁性材料覆层厚度的方法。当测厚仪测头与覆盖层接触时, 测头和磁性金属基体构成一闭合磁路, 由于非磁性覆盖层的存在, 使磁路磁阻变化, 通过测量其变化
可导出覆盖层的厚度。因为铸铁和不锈钢都有一定磁性, 不符合磁性法检测的基本要求。铸铁材料的磁导率为200~400H/m, 奥氏体不锈钢的磁导率<10H/m, 接近于非磁性材料。两者的磁导率相差两个数量级, 利用这一差异使用磁性法原理的测厚仪理论上是可以用来测不锈钢喷焊层厚度的, 只是测量值和实际值会存在差异。
三个试块实验测试数据对比
试验设备为TT260型测厚仪, 配F1型测头。( F1型测头即磁性测头, 量程为0~2mm )。喷焊304不锈钢的专用试块3 块。因为温度、湿度等环境因素对材料磁通量影响很小, 在试验中不予考虑。试验中, 在3块铸铁试块上按照不锈钢喷焊的工艺先高镍打底0.1mm, 再喷焊304不锈钢。304不锈钢喷焊层实际厚度分别为0.3mm、0.4mm和0.5mm。实际喷焊层厚度(包括高镍层厚度和喷焊的喷涂层厚度) 分别为0.4mm、0.5mm 和
0.6mm。在每块试块上实际测得的数据如表
试块1的实测平均值为0.1874mm,试块2的实测平均值为0.251mm, 试块3的实测平均值为0.3118mm。而3个试块喷焊不锈钢的实际厚度分别为0.3mm、0.4mm、0.5mm。从这些数据可以看出实测值和实际值不符, 应找出这两组数据的关联性。由于高镍合金为高磁通材料,其磁通量和铸铁相当,只有304喷涂层为弱磁性材料。所以,在计算中应将高镍合金层厚度(0.1mm)减掉,用实际喷涂层厚度除以测量平均值数据,
一台用厚度差法检测的阀体覆层厚度为0.62mm。使用检测仪获得数据为0.318, 按L = 0.1 + 1.60*0.318 = 0.6088mm。实际值0.62mm和测量值0.608差值为0.011mm, 可以满足使用要求。证明此种检测方法是一种有效可靠的无损检测手段。
TT206测厚仪用于铁基材料上不锈钢喷焊层厚度的检测, 其喷焊层工艺为高镍打底喷焊304或316不锈钢。检测设备的原理为磁阻法, 利用不锈钢的弱磁性对测头与铸铁材料之间磁场强度影响检测喷涂层的厚度。此方法可以对喷焊材质做出基本判断。当检测仪器读数很小时就可以判断此材料的磁性接近普通钢铁, 不是弱磁性的不锈钢。检测数据A乘以相应的系数P可以得到喷焊的喷涂层厚度。对喷焊层多点检测厚度数据分析, 就可以判定喷涂层喷焊是否均匀。
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
