联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
如何焊接锅炉用六通阀门的阀体
六通切换间是锅炉汽机系统中的关键设备,其间体结构是由2 个隔腔、2 个迸口体管法兰、4 个出口体管法兰和2 个装配用侧法兰组成, 其结构复杂,设计采用组焊结构,其结构复杂程度远远超过四通结构的四通球阀。为保证法兰的位置精度和尺寸精度要求,组焊后需精加工各个法兰,产品加工难度大,生产周期长。若采用加工效率较低的惶床进行加工,生产成本加大。为此,改进焊接工艺为成品法兰与体管焊后,再组焊阀体,严格控制组焊精度和焊接变形。焊后仅加工零件配合部分,6个法兰不再加工。六通阀体焊接工艺改进后不但显著提高了生产效率,同时也大大降低了生产成本。
六通切换阔的阀体结构如图1 所示, 采用先组对单元件,再将单元件组焊的顺序。
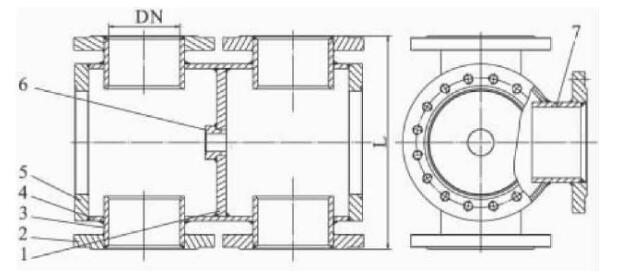
六通切换阀阀体结构
体管、隔板、轴套、侧法兰的焊接
①为保证工序衔接, 将隔板与轴套组对焊接。
②将体管与隔板组对并点焊固定, 再将侧法兰与体管组对并点焊固定。
③检查各组尺寸和外形尺寸,包括轴套的方向及隔板与侧法兰之间的距离。
④利用焊接变位器使焊接位置有利于实施, 焊接体管与隔板的角焊缝。
⑤利用焊接变位器使焊接位置有利于实施, 焊接体管与侧法兰的焊缝。
⑥焊后清理体管内的焊渣及其他附着物。
接管与成品法兰的焊接
①接管与法兰组对,并点焊固定。
②检查各组尺寸和外形尺寸,特别注意接管1与法兰尺寸在后步工序的加工预留量。
③利用焊接变位器使焊接位置有利于实施, 焊接体管与法兰的角焊缝
④焊后清理体管内的焊渣及其他附着物。
组焊
①将6 个焊有成品法兰的接管与体管组对, 点焊固定。
②检查结构各组尺寸和外形尺寸, 特别是结构尺寸。
③采取对称焊,焊接体管与接管相贯焊缝,注意控制变形。
④施焊过程中注意焊接位置与角度,保证焊缝质量。
焊接中应注意的问题由于采用成品法兰焊接, 六通阀体的6 个法兰已经没有二次加工量,阀体焊接后每个法兰位置, 法兰的完好程度,阀体结构尺寸是否满足图纸要求,决定了该阀体焊接的质量,也直接影响生产效率和成本。因此, 在施焊过程中应注意接管之间的刚性固定、预留焊接收缩量和零部件的组对等问题。
刚性固定
施焊前, 应在同心相邻的两个接管之间, 焊上两条加强筋(热处理消除应力后去除)以防止焊接过程中出现法兰倾斜现象。
预留焊接收缩量六通阀体结构焊接工艺尺寸L焊前为关键尺寸,是保证符合设计要求的重要尺寸之一。由于成品法兰焊后不再加工, 若保证设计尺寸L,必须考虑焊接的收缩量,施焊前预留收缩量。
由于采用成品法兰, 各个零部件的组对点固焊是关键, 在保证结构尺寸的同时还要保证其位置精度, 包括法兰螺栓孔的对称度、同心度等。
焊后消除应力处理
组焊结构的六通阀体,各种形式的连接焊缝多道,焊后进行消除应力热处理是十分必要的。消除应力热处理不仅稳定了阀体结构尺寸,也避免了由于残余应力存在而产生焊缝延迟裂纹的可能。六通切换阀阀体采用成品法兰焊接结构, 施焊中采用合理的焊接顺序,注意控制要点,使质量得到较好的控制, 并显著提高了生产效率, 降低了生产成本。经产品的检测和使用证明,成品法兰与六通阀体的组焊工艺是简单适用和合理可行的。
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
