联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
闸阀阀体加工成组技术夹具的设计
成组技术是根据零件在结构或工艺过程中的相似性进行分类编组,并以这些组为基础组织生产的各个环节,以减少重复劳动和提高效率。由于同阀种不同规格阀体均属相同类型的相似零件,因而可以进行成组加工。下面介绍我厂应用成组技术的原理设计用于C5112A立式车床上的夹具,组织阀体生产的情况。
加工楔式体中法兰
铸钢闸阀
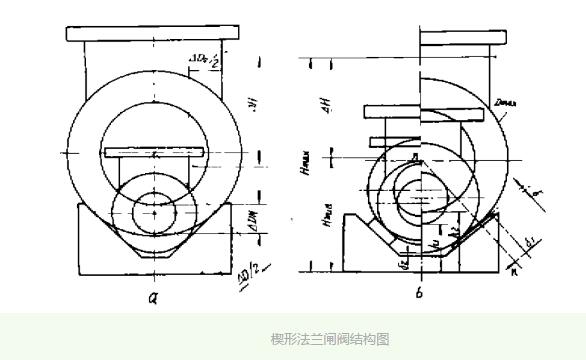
阀体夹具在C5112A立式车床上加工DN125-300阀体(图l、表1)中法兰的夹具必须是可调整的,才能适用于表1阀体零件组中任一规格的阀体。
楔形法兰闸阀结构图
结构长度的调整为满足阀体的结构长度在325~650mm范围变化,利用C5112A立车工作台上相互垂直的T形槽,将支撑端法兰外圆的V形块直接与工作台作移动调整后连接。调整时要使端法兰压板螺栓与V形块同时移动。结构长度调至最大时,V形块不能超过工作台外圆。V形块移动时,应保证其对称面与机床轴线重合 每档尺寸的调整位置应作标记,以便重复调整时的对位。
压板高度及中法兰颈央紧点的调整如图2a,对于不同规格的阀体,ADN为通径位置的变化。即压板高度的变化量,AH及AD2/2为中法兰颈夹紧点位置的变化,AD/2为端法兰外圆与V型面接触位置的变化量。以上各变化量,除AD1/2可直接在立车工作台上的T形槽中作移动调整外,其余的变化量均由夹具调整,故希望尽量减少尺寸变化范围,便于夹具的结构安排。
该夹具(图5)既能保证两密封面的加工精度,又有很强的通用性,调整及操作迅速方便,表3为该夹具在C5112A立车上加工阀体的范固,也可用于相应口径及压力的API阀体密封面的加工。
定向座(图7)的尺寸与阀体(图8)尺寸有关。找出各规格阀体中最小的H ,可以确定不产生干涉时,定向座的最大尺寸 。而加工最大阀体中心高H 时。定向座不应超过5度斜模,若超过则必须在立车允许的回转半径内,由此可定出 。按上述定出的t及f可使定向座与5度斜模既满足通用要求,又具有较长的配台长度,有利于保证夹具的定向精度。图7由尺寸B、ht、hz而确定的中法兰平面定位点,由阀体组的L及D决定,定位点应在D 所围成的圆环内。图9阴影部分为按不同阀体的L、Dt、D 画出的公共定位面。在公共定位面上取点,取点原则为高度尽量低,开档尽量宽,点尽可能居中。至此可确定出用少数
图2b将阀体分两档进行定位,小规格阀体利用厚垫块,大规格问体用薄垫块,因此减小了1、H、ADN及△D/2,缩小了调整尺寸,并可降低V形块的高度。由于AH较大,为保证可靠的夹紧,应使中法兰颈的夹紧点尽量向上靠近中法兰背面。
本夹具除选择了较为合理的精度及热处理外,还采用了镍磷镀层新工艺以提高耐磨性,使夹具具有较好的精度保持性。该夹具经投产使用证明,通用性强,定位准确,调整迅速,装卸方便,便于管理。
成组夹具是适合一个零件组成组加工的专业化可调整夹具,是针对一组相似零件而设计的任意零件。使用成组夹具可以解决产品规格多,批量少,生产中需频繁更换专用夹具的矛盾,人为地扩大了生产批量,提高了效率和精密设备的利用率。减少了辅助工时及夹具管理的围难。阀门产品零件种类少,相似性尤为显著,因而十分适宜采用成组技术进行生产。
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
