联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
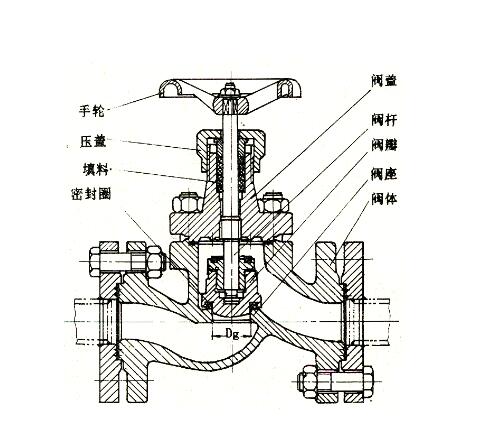
焊补阀门铸件后无损检测的方法和验收标准
阀门铸件在铸造过程中,有时候会有很气孔、疏松、夹杂等缺陷存在,影响铸件的正常使用,通常都会进行焊补。经过焊补后,要进行无损检测以验证焊补后的质量。该如何进行无损检测和验收呢?
ASME B16.34和ASTMA217A217M-2007标准中规定,如果铸件像镍基合金属于无磁性的,符合标准规定的可以采用着色探伤的使用着色探伤,如铸件生产符合S4(磁粉检查)补充要求的规定,补焊要采用检查铸件同一质量标准的磁粉检验来检查。如果铸件在水压试验中发生泄漏,铸件符合射线探伤检查补充要求的规定,或准备补焊的任何凹坑深度超过壁厚的20%或1in1(25mm),准备补焊的任何凹坑面积约大于10in2(65cm2)的铸件,都要采用检查铸件射线探伤检查。对于重要使用部位的缺陷和重大补焊,必须要进行有效的无损检查,证明合格后方能使用,重缺陷补焊后应进行射线,个别也可以采用超声波探伤。
怎么来评定无损检测的检测结果呢?对于用于电站截止阀的铸钢件阀门坡口和补焊部位,如果按GB/T5677-1985进行评定,检测结果三级或者以上合格。JB/T644-2008中对铸件中同时存在二种不同等级缺陷也给出了明确规定,在评定区同时存在两类或两类以上且等级不同的缺陷时,取其中最低等级定为综合评定等级。同时存在两类或两类以上且等级相同的缺陷时,其综合等级应降低一级。对于补焊区缺陷的夹渣、未溶合和未焊透,可看作铸造缺陷的夹渣来评定,补焊区缺陷的气孔可看作铸造缺陷的气孔评定。
在订货合同不标注阀门铸件等级,更没有明确缺陷补焊后的合格等级,这往往给阀门的生产、检验和销售带来诸多矛盾。制造方和使用方,都应该引起足够的重视,加强焊补铸件阀体的无损检测,保证阀门的使用安全性。
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
