��ϵ����
- ȫ����ѷ���绰
- ��ַ��������걱���걽ֵ��ű���ҵ��
- �绰��0577-67317379��67365232
- �ֻ���13868647363
- ���䣺zhongtefamen@163.com
- ����:0577-67317193
�̶��η������鷽��
���鷽��
1.1����
1.1.1����������ܷ�����Ӧ���η�Ϳ��֮ǰ��ɣ����ڱ����ĵ�����⡣
1.1.2�ܷ��治����Ӱ���ܷ�Ľ���(��֬)���ڡ�����װ����Ҫ������ʹ��ճ�Ȳ�����ú�͵��� ����
1.1.3�����ܷ�����ʱ�����η����˲�Ӧʩ�Ӷ��ܷ����ܷ�������Ӱ����������ر��η��IJ��� ת�ز�Ӧ�����η���ƵĹر�ת�ء�
1.1.4�ܷ�����Ҫ�ڿ�������֮����С�
1.1.5���������˳��Ϊ�������顢���ز������顢�ܷ��������顢��ѹ�������顣
1.2��������
����ǿ�����鰴GB/T 13927��Ҫ��ִ�С�ͨ�������ܷ��й©����Ϊ���յ����ɣ������쳧Ӧ�� ֤�����ܷ�����ʱ�������ܷ��ɼ�й©������
1.3���ز�������
�η����������õ�����װ�ô�ȫ�ص�ȫ���ٵ�ȫ��ѭ�����ղ���3��,����η������Ƿ�������
1.4��ѹ��������
�̶��η��������������ѹ����£��η����������õ�����װ�ô�ȫ�ص�ȫ������1�Ρ�����Ӧƽ�ȣ� ��������졣
1.5�ܷ�����
�ܷ����鰴GB/T 13927�Ĺ涨���С�
1.6����ں����
�ò���ǻ�ר�ÿ��߲�������Ͳ�����Ͳբ�ıں�
1.7������
1.7.1��Ҫ��ѹ�����ӽ�ͷ������ⷽ����NB/T47013.2�Ĺ涨��
1.7.2��Ҫ��ѹ�����ӽ�ͷ�ij�����ⷽ����NB/T 47013.3—2015�Ĺ涨��
1.7.3��Ҫ��ѹ�����ӽ�ͷ�Ĵŷۼ�ⷽ����NB/T 47013.4—2015�Ĺ涨��
1.7.4��Ҫ��ѹ�����ӽ�ͷ������ⷽ����NB/T 47013.5—2015�Ĺ涨��
1.8������ϻ�ѧ�ɷ�
����Ӧ���ø���������ñ������ȡ�����飬ȡ��λ���ڱ���6.5 mm֮�´����û�ѧ�������� ��飬Ҳ�ɲ��ù����������ⶨ�����������ز��ϱ���Ҫ��
�������η���ԭ���ϵĻ�ѧ�ɷּ�⣬Ӧ��ͬ¯�š�ͬ���ȴ����ĸְ���ȡ����
1.9���������ѧ����
�������ͬ¯��ͬ���ȴ�����������GB/T 228.1�涨�ķ������顣
�������η�ԭ���ϵ���ѧ���ܼ�⣬Ӧ��ͬ¯�š�ͬ���ȴ����ĸְ���ȡ����
1.10����ϵ��
����ϵ���IJ�����GB/T 17213.9�Ĺ涨���С�
1.11��г�ƫ��
�η��ڿ���ϵͳָ��������ȫ�̣�����ʽ(3)�����г�ƫ�
ʽ�У�
5t——�η��Ķ�г�ƫ��;
——�η���f���ʵ���г�;
A——�η���f��������г�;
L——�η��Ķ�г̡�
2�������
2.1��������
2.1.1�η�������̨���г������飬����ϸ�ɳ�����
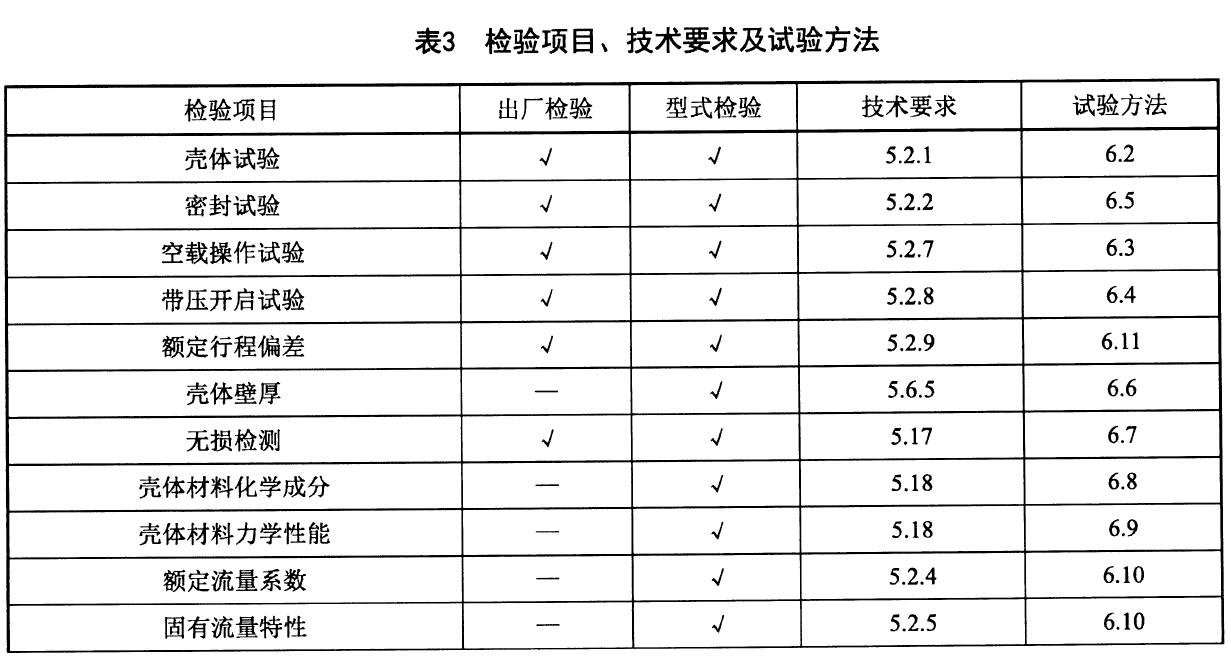
2.1.2������Ŀ������Ҫ�����鷽������3�Ĺ涨��
��3������Ŀ������Ҫ�����鷽��
���и��෧�������Ҫ�������������վ www.zhongtefamen.com��
