联系我们
- 全国免费服务电话
- 地址:永嘉县瓯北镇东瓯街道张堡工业区
- 电话:0577-67317379、67365232
- 手机:13868647363
- 邮箱:zhongtefamen@163.com
- 传真:0577-67317193
阀门支架的机械加工过程
来源: 刀型闸阀 发布时间: 2017-07-25 21:31 次浏览
阀门支架的主要工艺问题是如何保证上端螺纹孔与下端止口的不同轴度要求。通常是以上端外圆柱作粗基准,在普通车床上加工下端面与止口,然后以止口及端面作为定位基准车削上端内孔。下表是阀门支架在小批生产时的典型工艺过程。
序号工艺内容定位基准
1车下端面及止口至尺寸上部外圆柱
2车上端面、内孔及螺纹孔止口、下端面
3钻下端螺栓孔上端面
4锪鱼眼坑上端面
5钻、锪油杯孔
6配钻、攻螺纹孔
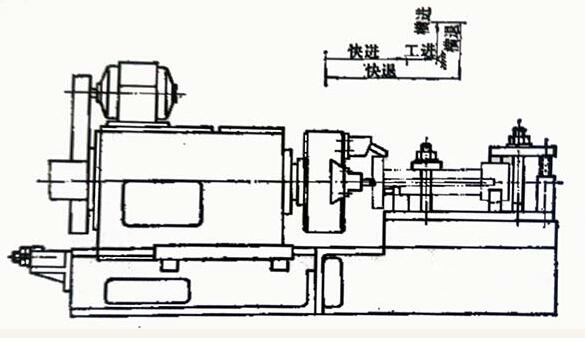
在车削支架的下端面时,由于工件的刚性差而不能采用较大的切削用量,因此效率不高。大、中批生产时可采用组合机床来加工支架。工件以框架及外圆柱定位安装在组合机床的工作台上,车镗动力头利用径向进给的刀夹来加工下端面及止口。这种机床的效率较高,下图为其加工示意图。
如有更多阀门相关需要,请访问我们网站 www.zhongtefamen.com。
